


Evaporadores em Sistemas de Amônia: Parâmetros de Controle e Desempenho Operacional
Evaporadores em Sistemas de Amônia: Parâmetros de Controle e Desempenho Operacional
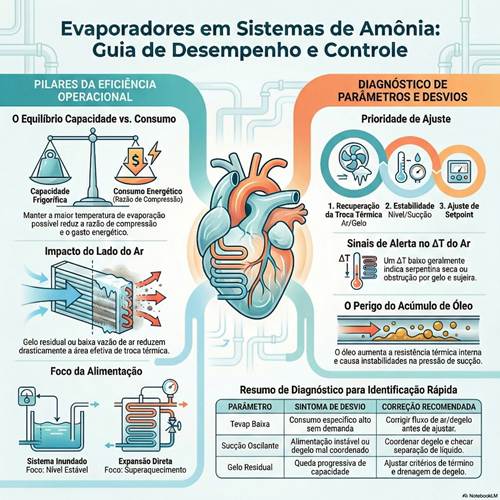
O evaporador é o trocador de calor onde o refrigerante realiza a vaporização e, com isso, absorve calor do ar da câmara, do produto ou de um fluido de processo. Em sistemas por amônia, é no evaporador que a capacidade frigorífica se materializa: a energia térmica atravessa a superfície de troca e promove a mudança de fase do refrigerante. Na operação industrial, porém, não basta “ter amônia evaporando”. O evaporador precisa operar com alimentação coerente, distribuição adequada e condições de escoamento e de ar que mantenham área efetiva de troca e estabilidade no circuito de baixa. Quando isso não ocorre, o sistema pode apresentar pressões aparentemente compatíveis e ainda assim perder capacidade, alongar tempo de máquina e elevar consumo específico.
Do ponto de vista térmico, a temperatura de evaporação é a referência que define a temperatura média de superfície da serpentina e o diferencial de temperatura disponível para a troca com o ar ou com o produto. Quando a pressão de evaporação aumenta, a temperatura de saturação também aumenta. Isso reduz o diferencial de temperatura entre o meio refrigerado e a serpentina e, para a mesma área e a mesma vazão de ar, tende a reduzir a capacidade instantânea do evaporador. Em compensação, a pressão de sucção sobe, a razão de compressão cai e o compressor tende a trabalhar com melhor rendimento energético. Na operação, o objetivo é manter a temperatura de processo ou da câmara estável com a maior temperatura de evaporação possível, sem perda de capacidade útil. Por isso, antes de reduzir a temperatura de evaporação como resposta à perda de capacidade, é recomendável verificar se a limitação está no evaporador: distribuição e vazão de ar, gelo, degelo, alimentação de refrigerante e restrições que estejam reduzindo área efetiva de troca.
A forma de alimentação do refrigerante determina o foco de controle. Em expansão direta, busca-se evaporar o refrigerante ao longo do trocador e preservar a sucção com vapor em condição segura, usando controle por alimentação e estabilidade de superaquecimento. Em sistemas inundados e em recirculação bombeada, a presença de líquido no evaporador é parte do conceito; o foco passa a ser nível estável no vaso de baixa, separação vapor–líquido eficiente e dinâmica de retorno que não favoreça arraste para a sucção. Em qualquer arranjo, instabilidade de alimentação e transientes mal coordenados — principalmente durante degelo — tendem a se manifestar como oscilação de sucção e perda de repetibilidade.
No lado do ar, a limitação mais comum é a redução do coeficiente convectivo e da área efetiva por formação de gelo, sujidade e obstruções, além de problemas de vazão e distribuição (ventiladores fora de rotação, curto-circuito de ar, defletores inadequados). Degelo insuficiente deixa camada residual e reduz capacidade de forma progressiva; degelo excessivo injeta calor na câmara, eleva a carga térmica e compromete a estabilidade do regime. Em termos operacionais, degelo deve ser tratado como variável de capacidade: critério de término e drenagem são tão relevantes quanto tempo de degelo.
Óleo também interfere diretamente no desempenho. Acúmulo no evaporador aumenta resistência térmica interna, piora distribuição entre circuitos e pode amplificar instabilidades em transientes. Do ponto de vista hidráulico, perda de carga elevada no evaporador e na linha de sucção reduz pressão disponível ao compressor, penaliza capacidade e pode comprometer retorno de óleo. Por isso, avaliação de restrições, condição de linhas e retorno de óleo deve caminhar junto com a análise de troca térmica e estabilidade.
A seguir estão os principais parâmetros de controle e seus desvios típicos na operação do evaporador.
| Parâmetro | Sintoma / Efeito | Correção recomendada |
|---|---|---|
| Temperatura de evaporação (Tevap) | Tevap baixa sem demanda → consumo específico pior; Tevap alta com falta de capacidade → limite no lado do ar/distribuição | Corrigir ar/degelo/alimentação; ajustar Tevap após estabilizar o evaporador |
| Sucção (pressão/temperatura) – estabilidade | Oscilação → alimentação instável, degelo mal coordenado, arraste ou restrição | Coordenar degelo; checar separação/nível (se aplicável) e restrições na sucção |
| ΔT do ar (retorno–insuflamento) | ΔT baixo → pouca troca (gelo, vazão baixa, serpentina “seca”); ΔT errático → instabilidade de ar/alimentação | Verificar ventiladores, obstruções, curto-circuito de ar e condição de gelo |
| Superaquecimento (expansão direta) | Alto → subalimentação e perda de área útil; muito baixo → risco de líquido na sucção | Ajustar dispositivo/controle; validar sensor (posição e isolamento) |
| Nível no vaso de baixa (inundado/recirculação) | Nível “caçando” → instabilidade de retorno/degelo; alto → risco de arraste; baixo → perda de alimentação | Ajustar banda de controle; revisar lógica de degelo, retornos e separação |
| Degelo (término e drenagem) | Gelo residual → queda progressiva de capacidade; degelo excessivo → aumento de carga e instabilidade | Ajustar critério de término; garantir drenagem eficiente |
| Perda de carga (evaporador/sucção) | Queda elevada → sucção “magra”, menor capacidade e pior consumo | Checar filtros, válvulas estranguladas, amassados, gelo e óleo |
Em síntese, o evaporador define a capacidade útil e condiciona a estabilidade do circuito de baixa. Quando os parâmetros acima são acompanhados por tendência e interpretados de forma integrada, a tomada de decisão fica objetiva: primeiro recupera-se a condição de troca (ar, gelo, distribuição e degelo), depois estabiliza-se o circuito de baixa (alimentação, nível e sucção) e, por fim, ajusta-se a temperatura de evaporação para buscar eficiência sem perda de capacidade. O resultado esperado é setpoint atendido com menor esforço do conjunto de compressão, maior estabilidade operacional e melhor controle de consumo específico ao longo do tempo.
Quer aprender mais conteúdos como esse?
Na Less Energy Academy, você encontra formações completas para evoluir tecnicamente e assumir novos desafios na operação, manutenção, projeto e gestão de sistemas industriais.
Pós-graduação, cursos profissionalizantes, cursos de aperfeiçoamento, todos 100% online, com flexibilidade para estudar no seu ritmo.
🔗 Entre em contato: https://lnkd.in/d8NrY9wi!
📞 (43) 99117-5377
🌐 www.lessenergy.com.br